

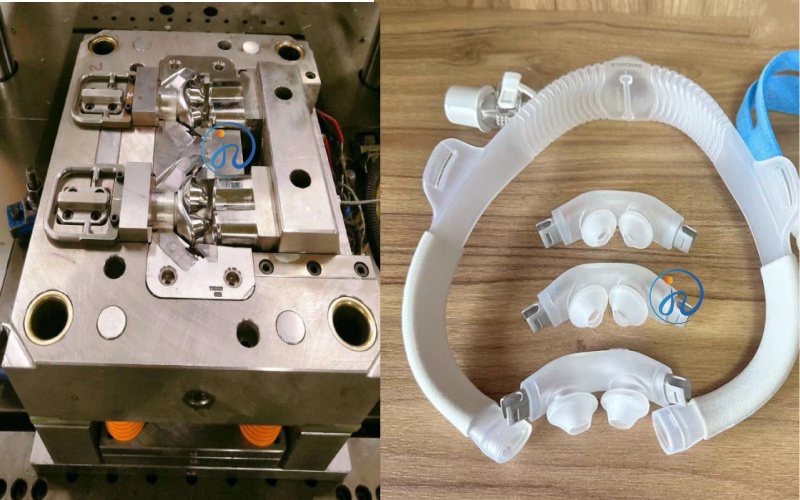
在呼吸机行业,配件的模具开发周期通常需要90-120天。但某呼吸机品牌面临紧急市场需求,要求在50天内完成P40i关键配件从模具设计到量产的全部流程。这看似不可能的任务,通过系统化的项目管理与供应链协同得以实现。以下为完整的执行方案。
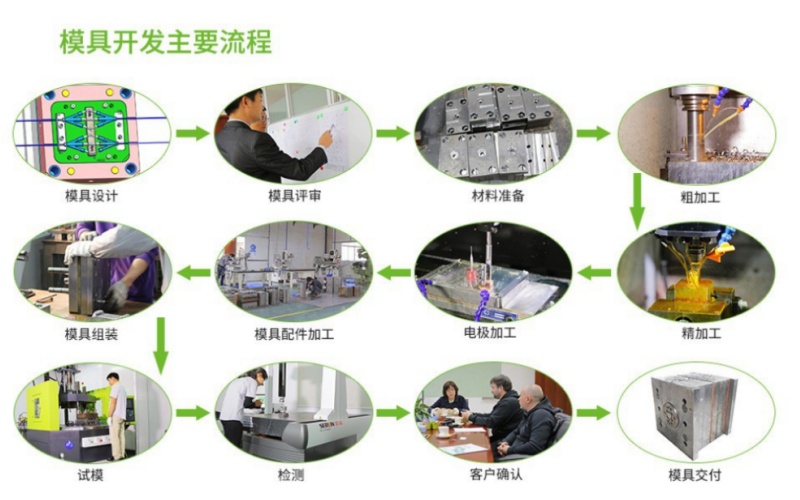
第一阶段:模具并行开发(第1-15天)
传统模具开发按“设计-评审-开模-试模”线性推进,周期至少在30天以上。此次采用并行工程法:在最终产品设计冻结前,模具厂即基于80%成熟度的3D图纸启动模架加工。同时,引入模流分析软件对进胶点、冷却水路进行数字仿真,提前规避缩水、变形等风险。
关键动作:第3天完成DFM报告,第7天模架粗加工启动,第12天型腔电极加工,第15天首套模具T0试模。同步建立每日进度看板,红黄绿灯管控风险项。
第二阶段:快速试模与修正(第16-30天)
T0试模后出现两个典型问题:配件卡扣装配力偏大,且表面有轻微熔接痕。常规调整需15天,这里采用分步修模策略:先通过调整保压压力和模温解决外观问题(2天),再对卡扣尺寸进行0.05mm梯度放电修正(4天)。第22天T1试模,关键尺寸CPK值达到1.0。
此时,质量团队提前介入,基于20模次样品输出临时检验标准,不再等待全部修模完成。第28天T2试模,CPK提升至1.33,满足量产门槛。
第三阶段:供应链极限备料(第1-40天并行)
模具开发的同时,采购启动风险备料。根据BOM清单,将原料PA66、硅胶密封圈等长周期物料提前下达订单,并按模具T2成功的假设锁定供应商产能。对于可能的设计变更风险,与供应商签订“未提货可调拨”协议。至第35天,所有子零部件已到厂待检。
第四阶段:小批量验证与爬坡(第31-50天)
第31-35天生产200套小批量,重点验证装配线自动化压合参数及气密性测试。发现密封圈压缩量偏大0.1mm,迅速通过更换密封圈硬度(从70 Shore A调整为65)解决,未涉及模具修改。
第40天启动爬坡,每日产能从200件提升至800件。第45天完成2000件连续生产,过程能力指数Cpk稳定在1.5以上。第48天获得质量部门PSW(零件提交批准)。第50天首单5000件完成包装发货。
经验总结
这套50天方案的核心在于打破部门墙:研发接受80%成熟度开模,质量参与过程检验标准制定,采购承担风险备料,生产提前锁定线体。对于呼吸机P40i这类配件,结构相对标准化,只要做好DFMEA和模具方案冗余设计,快速量产完全可行。

广州佳泽硅胶科技深研医疗行业需求,为品牌商提供从模具制造到量产交付的一体化服务。在项目前期,佳泽团队便介入产品设计阶段,结合硅胶材料特性与临床应用场景,对密封结构、装配卡扣、气密性等关键功能提出可制造性优化建议,避免后期频繁改模。进入模具开发后,通过并行工程与快速试模缩短周期,同时严格管控医疗级硅胶原料及洁净车间生产流程。最终以稳定量产能力和全流程品控,助力医疗品牌实现高效落地与长期供应。


 客服
客服