

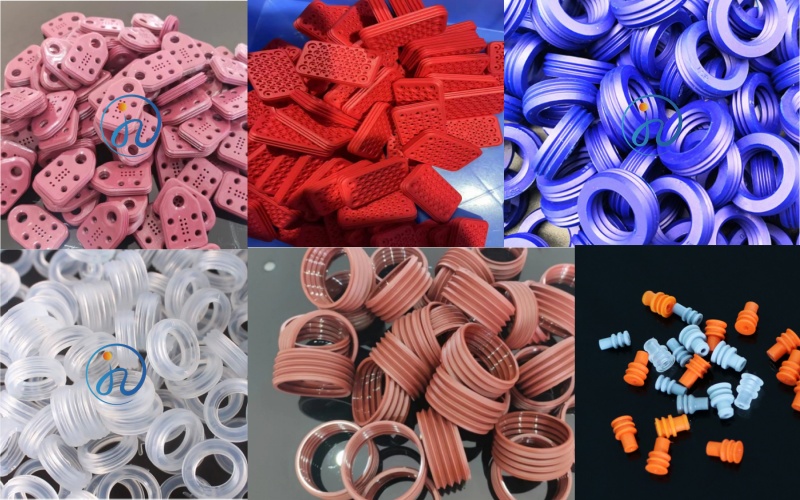
随着汽车行业向电动化、智能化和网联化方向发展,汽车电子连接器的需求呈爆发式增长。特别是对于应用于BMS电池管理系统、传感器、车灯及发动机周围的接插件,对其防水、防尘、耐高温及抗震性能提出了极高的要求。液态硅胶(LSR,Liquid Silicone Rubber) 因其优异的耐候性、绝缘性和密封性能,成为制造汽车接插件密封件(如防水栓、密封圈、O型圈)的优选材料。
然而,液态硅胶的低粘度特性和快速固化机制,使得其注塑模具的设计与制造远比传统热塑性塑料复杂。本文将详细拆解汽车接插件液态硅胶注塑模具的制造要点,帮助相关企业提升产品良率与精度。

一、 材料特性对模具设计的底层影响
在开模之前,我们必须理解LSR的特性。液态硅胶在室温下粘度极低(类似水状),且在加热(通常为120°C-200°C)时迅速固化。
低粘度:意味着模具需要极高的加工精度和配合间隙,否则极易产生飞边(溢料)。
热膨胀系数大:LSR在模具内受热膨胀,冷却后收缩。模具型腔尺寸必须根据LSR的具体收缩率进行精确补偿(通常在2.5%至3.5%之间)。
固化快:要求模具温度控制极其均匀,温差需控制在±1°C以内,否则会导致局部固化不完全或烧焦。
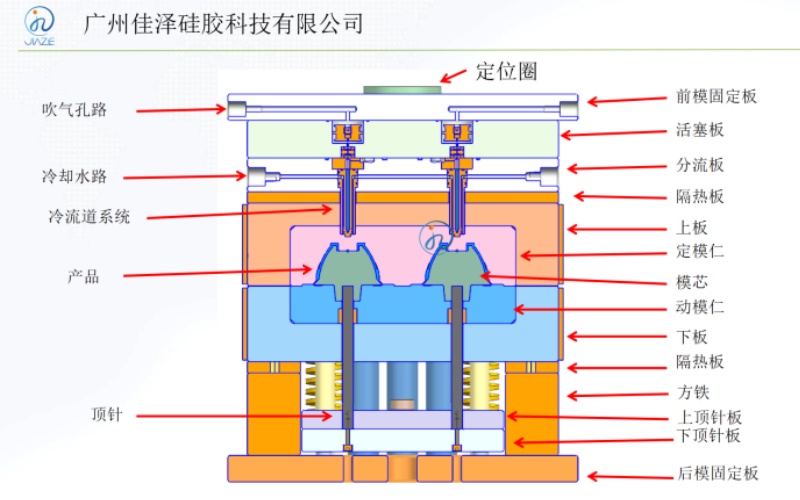
二、 模具结构设计的四大核心模块
1. 冷流道系统设计
这是LSR模具区别于普通模具显著的特征。为了避免LSR在流道中受热固化,必须采用冷流道技术。
设计要点:流道板需要独立的冷却水循环系统,将温度维持在室温左右(20-30°C)。
针阀式喷嘴:对于高精度的汽车接插件,强烈推荐使用针阀式冷流道。它能确保在注塑停止时,喷嘴针阀瞬间关闭,防止“流涎”现象,保证浇口光滑美观,且无拉丝。
密封性:冷流道与热模具之间的隔热和密封设计至关重要,防止冷热交汇处产生冷凝水或漏胶。
2. 排气系统设计
注塑过程中,LSR在交联固化时会释放少量气体(如氢气)。如果排气不畅,会导致制品困气、烧焦或缺料。
真空排气:由于接插件结构微小,依靠自然排气往往不够。高端模具通常设计抽真空结构。在合模后、注射前,对型腔进行抽真空,这不仅能解决困气问题,还能保证薄壁区域的完整填充。
3. 分型面与密封设计
汽车接插件通常具有复杂的几何形状(如倒扣、多孔位)。
分型面选择:需避开关键的密封唇口或功能配合面。由于LSR柔韧,对于侧向倒扣,通常采用强脱(强制顶出) 结构,这要求模具钢材表面光洁度极高(镜面级),且脱模斜度设计合理。
分型面选择:需避开关键的密封唇口或功能配合面。由于LSR柔韧,对于侧向倒扣,通常采用强脱(强制顶出) 结构,这要求模具钢材表面光洁度极高(镜面级),且脱模斜度设计合理。
封胶位设计:封胶部位的长度需要精确计算,既要保证能承受高达200Bar以上的注射压力不漏胶,又要防止过长的封胶位导致模具磨损或卡死。
4. 模温控制系统
模具温度的均匀性是LSR注塑的生命线。
随形冷却:建议采用3D打印镶件或高导热性材料,使冷却水道尽可能贴近产品轮廓。对于细长的接插件芯子,温差过大会导致产品尺寸不一致。
加热方式:通常采用油温机或电加热棒,确保模仁温度严格控制在工艺要求的范围内(如170°C)。
三、 模具制造与表面处理
钢材选择:型腔通常选用耐腐蚀、高抛光的S136或8407模具钢,热处理至HRC 48-52。LSR在高温下可能释放酸性物质,耐腐蚀性至关重要。
镜面抛光:接插件密封面通常要求极高的光洁度。模具型腔必须进行镜面抛光至SPI A-2级或以上,这不仅是为了产品外观,更是为了LSR固化后能顺利脱模,减少粘模风险。
涂层技术:为进一步提升脱模性和耐磨性,建议对模具进行DLC(类金刚石)或特氟龙涂层处理,这对于长寿命自动化生产尤为重要。
四、 注塑工艺的协同配合
模具做得再好,也需要与注塑机完美配合:
计量精确:LSR是A/B双组份混合,模具设计需考虑与混料头的连接方式。
注射速度:采用“慢-快-慢”的注射曲线,避免在浇口处产生喷射纹(喷射纹会导致产品内部缺陷)。
结语
制造一套高水准的汽车接插件液态硅胶注塑模具,是一个系统工程。它要求设计人员不仅精通模具结构,更要深入了解高分子材料流变学和热力学。通过精密的冷流道控制、高效的排气系统、均匀的温控体系以及镜面级的表面处理,才能生产出符合严苛汽车行业标准(如USCAR/QC/T 1068标准)的高性能连接器密封件。
广州佳泽硅胶科技有限公司是一家技术驱动型的企业,专注于高端液态硅胶制品的模具开发与精密成型生产,提供从产品设计研发,模具设计制造到生产的一站式服务。产品领域包括母婴用品,劳保面罩,医疗器械,3C电子,厨房家居,汽车配件等,欢迎前来工厂参观洽谈。


 客服
客服