

夜磨牙、运动护齿、正畸辅助……防磨牙牙套的市场需求正在快速增长。越来越多的品牌方和贸易商开始关注一个核心问题:食品级液态硅胶防磨牙牙套,到底怎么实现精密注塑量产?本文从材料选择、模具设计、工艺控制、品质交付四个维度,完整拆解LSR液态硅胶牙套的注塑解决方案。
一、为什么要选食品级液态硅胶做防磨牙牙套?
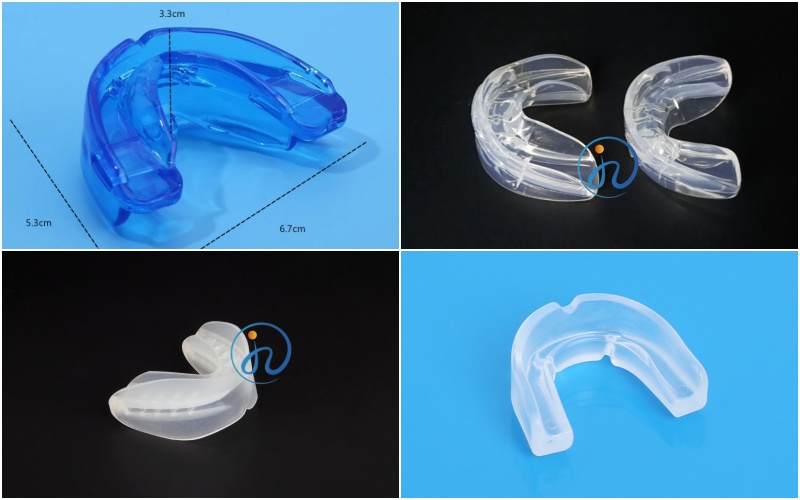
防磨牙牙套直接接触口腔,对材质要求更 高。液态硅胶(LSR)凭借以下特性,已成为防磨牙牙套的首选材质:
食品级安全:通过FDA、LFGB认证,无BPA、无塑化剂、无胶味,长期接触唾液无任何有害物析出
极致亲肤:硬度可调(20-80度),表面自带爽滑性,不粘牙、不磨牙龈,夜间佩戴无异物感
超高回弹:撕裂强度40kN/m以上,弹性回复100%,重度夜磨牙也咬不坏、不松垮
精密成型:注塑精度±0.02mm,薄壁0.3mm仍可完整填充,齿形细腻无飞边
二、液态硅胶牙套注塑的3大核心技术难点
防磨牙牙套虽小,但注塑成型难度更高。主要集中在这三个方面:
难点1:薄壁填充:牙套咬合面壁厚通常只有0.3-0.8mm。液态硅胶粘度高,薄壁区域极易出现缺胶、气泡、填充不满等缺陷。
难点2:齿形细节还原:每个人的牙弓形态不同,牙套上需要精确对应臼齿、门齿等不同区域的厚度差异。模具排气、分型面设计稍有偏差,就会出现齿尖不清晰、毛边残留等问题。
难点3:无毛边要求:防磨牙牙套直接入口,合模线飞边必须控制在0.05mm以下,否则会磨伤牙龈,造成客诉和退货。

三、精密注塑解决方案:从模具到量产的全流程拆解
首先:材料选择与硬度确认:液态硅胶硬度从20度到80度可调。针对防磨牙牙套,一般建议:硬度配方的精准把控是成品舒适度的基础。
臼齿区域(咬合面):60-70度,提供足够支撑力,保护牙齿不被磨耗
牙龈接触区域:40-50度,柔软亲肤,不刺激口腔软组织
整体推荐:首先建议50度和70度两种样品进行实际体验,根据佩戴舒适度和支撑感确认更佳硬度
第二步:模具设计与加工(核心环节)
模具是牙套品质的生命线。我们采用以下方案确保精度:
多段式冷流道设计:结合针阀式冷流道,在填充末端进行辅助排气,有效减少困气、缺胶缺陷
分型面优化:将合模线设计在牙套内侧非接触区域,避免磨嘴
表面处理:模具型腔镜面抛光至SPI-A2级以上,确保出模制品表面光洁无瑕疵
模流分析前置:开模前完成完整模流分析,预判并解决困气、缩水、结合线等问题,确保一次试模成功
第三步:注塑成型工艺控制:LSR注塑不是“把胶打进去就行”,需要精准控制三个变量:全自动注塑机配合真空上料系统,确保每模一致。
| 参数 | 控制范围 | 影响 |
|---|---|---|
| 注塑温度 | 110-130℃ | 温度不足会硫化不完全,过高则导致粘模 |
| 注射压力 | 分段控制,先低压后高压 | 防止薄壁区域冲击过大产生飞边 |
| 锁模力 | 根据产品投影面积精确计算 | 防止溢胶或排气不良 |
第四步:检测与交付
外观检测:20倍放大镜全检,确保无毛边、无杂质
尺寸测量:二次元影像仪抽样,厚度公差±0.02mm
硬度检测:邵氏硬度计抽检,批次内误差±2度
生物相容性:可提供ISO10993检测报告
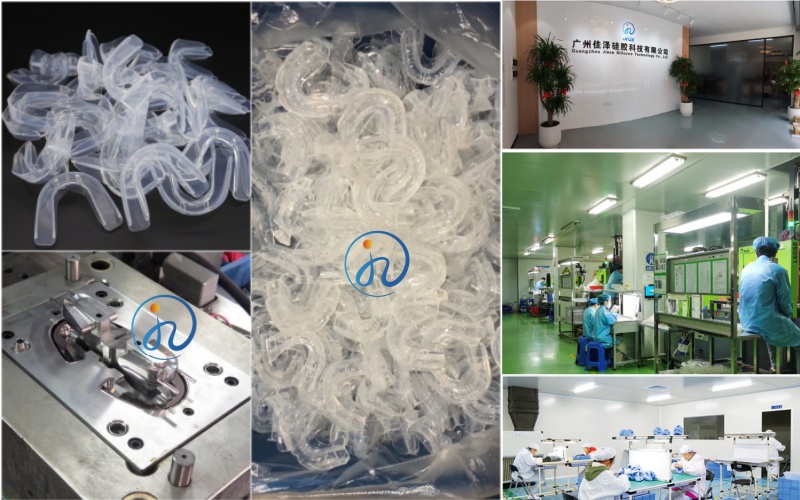
四、关于我们
我们是一家拥有10年以上液态硅胶注塑经验的工厂,已通过ISO13485医疗器械质量管理体系认证,专注于LSR精密模具制造与量产交付。
模具制造:自有模具车间,加工中心、EDM、线切割全齐
注塑量产:多台LSR专用注塑机,配合十万级无尘车间,全自动成型
品质体系:ISO13485体系运行,全流程可追溯,从进料到出货全程受控
服务模式:支持OEM/ODM,来图或来样均可,一站式交付

五、常见问题
Q1:开一套牙套模具要多久?
一般30-40天出首样,具体时间取决于产品复杂程度和是否需要结构优化。
Q2:起订量多少?
样品阶段无最低起订量。大货量产一般建议1000件起,可协商。
Q3:能做定制硬度吗?
可以,硬度在20-80度范围内自由调整,全流程可追溯,确保批次间一致性。


 客服
客服