

在呼吸治疗与睡眠健康领域,鼻塞、鼻氧管、止鼾器是三类常见的医用硅胶制品。它们虽然功能不同,但制造工艺高度相似——都依赖医疗级液态硅胶(LSR)的精密注塑成型。那么,这类与人体黏膜直接接触的产品,究竟是如何被制造出来的?本文从材料、模具、成型、后处理到检测,逐一拆解。

一、材料选择:为何必须是医疗级液态硅胶?
鼻塞、鼻氧管和止鼾器需要长时间接触鼻腔黏膜或皮肤,对材料的安全性要求更高。医疗级液态硅胶之所以成为优选,是因为它具备以下不可替代的特性:
生物相容性:符合ISO 10993标准,无细胞毒性、无致敏反应、无皮内刺激。柔软舒适:邵氏硬度通常在A20-A40之间,佩戴时无异物感。
耐老化与易清洁:可耐受高温蒸汽或环氧乙烷灭菌,长期使用不变黄、不变硬。高透明度(针对鼻氧管):便于观察内部气流或分泌物。
原料进厂前必须检测挥发物含量、重金属残留及硫化曲线,只有批次合格的材料才能投入生产。
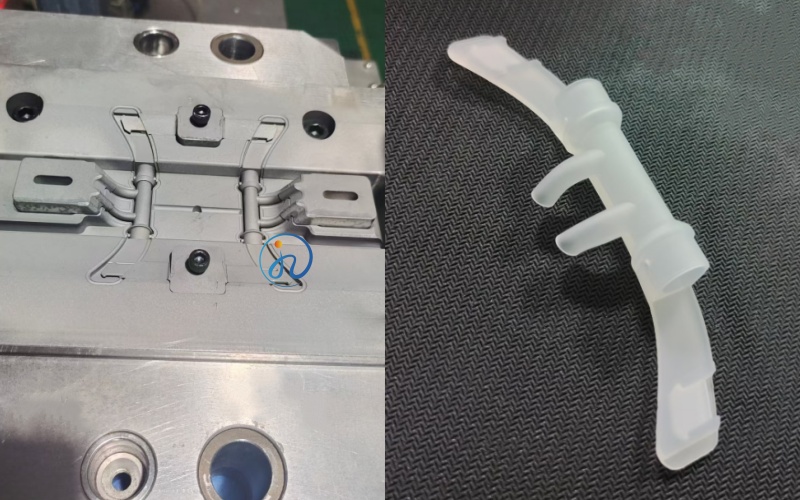
二、模具设计:细节决定舒适度
这三类产品均为薄壁、异形结构,模具设计是制造的核心难点。
鼻塞模具要点:前端球状或锥形结构需设计渐变壁厚,确保佩戴密封性且不压迫黏膜。排气槽精确定位,避免结合线出现在接触面。
鼻氧管模具要点:管身需设计连续流道,保证内壁光滑不产生气流涡旋。接头部位增加倒扣结构,方便与供氧管路牢固连接。
止鼾器模具要点:根据口腔或鼻腔解剖数据设计支撑结构,左右对称或定制化。薄壁区域需额外加强冷却,防止收缩变形。
通常采用多腔精密模具(如一出16或一出32),配合热流道或冷流道系统,减少材料浪费并保证一致性。
三、液态硅胶注塑成型:关键工艺参数
这三类产品均采用LSR注射成型工艺,核心步骤如下:
A/B组分精确配比:基胶与固化剂按1:1经静态混合器均匀混合,比例偏差超过±1%会导致硫化不完全或过硬。
低温注射:混合料通过冷流道注入模具型腔,流道温度控制在20-30℃,防止提前交联。
高温固化:模具加热至150-180℃,硫化时间通常20-60秒(取决于壁厚)。
自动脱模:开模后由顶针或机械臂取出产品,避免人工接触造成污染。
关键控制点:注射压力过高会导致飞边,影响佩戴舒适度;过低则缺料。模具温度分布需均匀,温差控制在±3℃以内,否则薄壁区域会提前固化导致填充不足。
五、质量检测:每批次必须过关
医疗级产品出厂前需执行多项检测,常见项目包括:
| 检测项目 | 鼻塞/止鼾器 | 鼻氧管 |
| 尺寸精度 | 关键尺寸±0.05mm | 内径/外径±0.1mm |
| 硬度测试 | 邵氏A ±3 | 邵氏A ±3 |
| 拉伸强度 | ≥6 MPa | ≥5 MPa |
| 断裂伸长率 | ≥400% | ≥350% |
| 气流阻力 | - | 特定流量下压差≤规定值 |
| 细胞毒性 | ≤1级 | ≤1级 |
此外,每批次产品还需进行模拟使用测试:鼻塞需检测佩戴密封性,止鼾器需检测佩戴保持力,鼻氧管需检测与标准接头的连接牢固度。

结语
医疗级液态硅胶鼻塞、鼻氧管、止鼾器的制造,是一个从原料严选、精密模具、参数化注塑到严格检测的完整闭环。每一处倒角的光滑度、每一个壁厚的均匀性,都直接影响患者佩戴的安全与舒适。对于医疗器械采购方或研发人员而言,理解这些工艺细节,有助于在供应商选择和产品设计中做出更科学的决策。
广州佳泽硅胶科技有限公司是一家专业专注于液态硅胶注塑成型工艺12年的技术企业。公司深耕硅胶制品领域多年,致力于为客户提供从产品设计、模具开发到批量生产的一站式解决方案,主营业务涵盖液态硅胶(LSR)制品应用于3C电子、厨房家居、汽车机械及医疗器械等行业。凭借稳定的品质、快速的交期与完善的售后服务,广州佳泽已成为众多知名品牌的长期合作伙伴,热枕欢迎各界朋友前来指导洽谈业务。


 客服
客服